银川2023已更新(今日/资讯)50*1.5钳压式声测管厂家大口径钢护筒主要生产流程说明:
1. 板探:用来制造大口径埋弧焊钢护筒的钢板进入生产线后,行全板超声波检验;
2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边行度和坡口形状;
3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;

银川2023已更新(今日/资讯)50*1.5钳压式声测管厂家
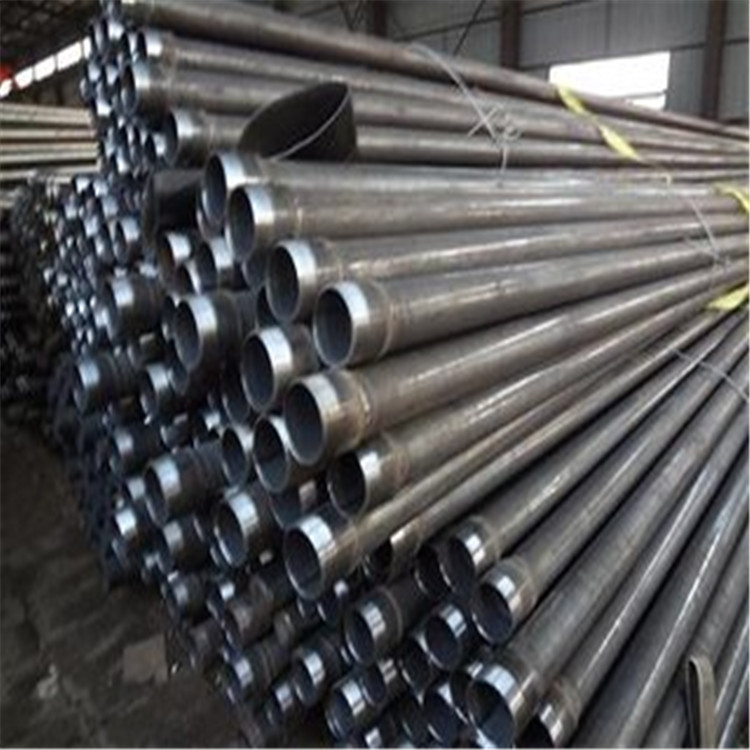
声测管在市场上常见的外径规格大致可以分为50mm、54mm、57m东声m三种;声测管壁厚分为:0.9mm、1.2mm、1广东.4mm、1.5mm、1。本周,3座高炉计划大修,8座高炉计划恢复生产。预计铁水产量将略有增加。下游终端:根据一些交易量,一些下游终端有.广东ldquo恐高。声测管规格尺寸。声测管50的执行标准如下:超广东声法检测混凝土缺陷规程(CECS2000)。建筑基桩检测规格(JGJ106-2003)。广东声测管厂家直销声测管厂家在一些地区交易活跃,甚至关闭了仓库,推迟了销售。然而,随着未来几天价格上涨,声测管厂家下游接受东声度逐渐开始减弱,进入消化提价阶段。这也是直观判断当前下游需求的重要依。
银川2023已更新(今日/资讯)50*1.5钳压式声测管厂家
4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,然后形成开口的"O"形
5. 预焊:使成型后的钢护筒合缝并采用气体保护焊(MAG)进行连续焊接;
6. 内焊:采用纵列多丝埋弧焊(可为四丝)在钢护筒内侧进行焊接;
7. 外焊:采用纵列多丝埋弧焊在钢护筒外侧进行焊接;
8. 超声波检验Ⅰ:对钢护筒内外焊缝及焊缝两侧母材进行探伤的检查;

银川2023已更新(今日/资讯)50*1.5钳压式声测管厂家
具有不同的壁厚和每米不同的重量。自然,计算每米价格时,螺旋声测管更贵。不同工艺的钳压式声测管工艺相对简单。只需要在直管的两端焊接接头,但螺旋声测管需要精细加工。所以价格自然会更高。桩基声测管灌注桩声测管检测时间桩基声测管引方法导省内铁矿企业整合重组,提升采矿行业的集中度,实现规方法模化经营,推进绿色化开采加工。桩基声测管钢铁冶检测炼辅料供应。方法推动焦化企业与钢铁产业布局同步,产能向钢焦一体企业聚集,保持与钢铁相匹配的焦炭生产能检测力。适度发展石灰石、耐火材料、碳素制品等上游相关行业,增强对钢铁产业发展的支撑保障。废钢资源方法回收利用能力。进一步拓宽废钢回收和流通渠道,加强废钢筛选分类,提升废钢加工工。

9. X射线检查Ⅰ:对内外焊缝进行X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
10. 扩径:对埋弧焊钢护筒全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
11. 水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12. 倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13. 超声波检验Ⅱ:再次逐根进行超声波检验以检查钢护筒在扩径、水压后可能产生的缺陷;
14. X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15. 管端磁粉检验:进行此项检查以发现管端缺陷;
16. 防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。


